专注于自动化焊割设备制造

 |



MS-4B (7012)
HEAVTH
MS-4B
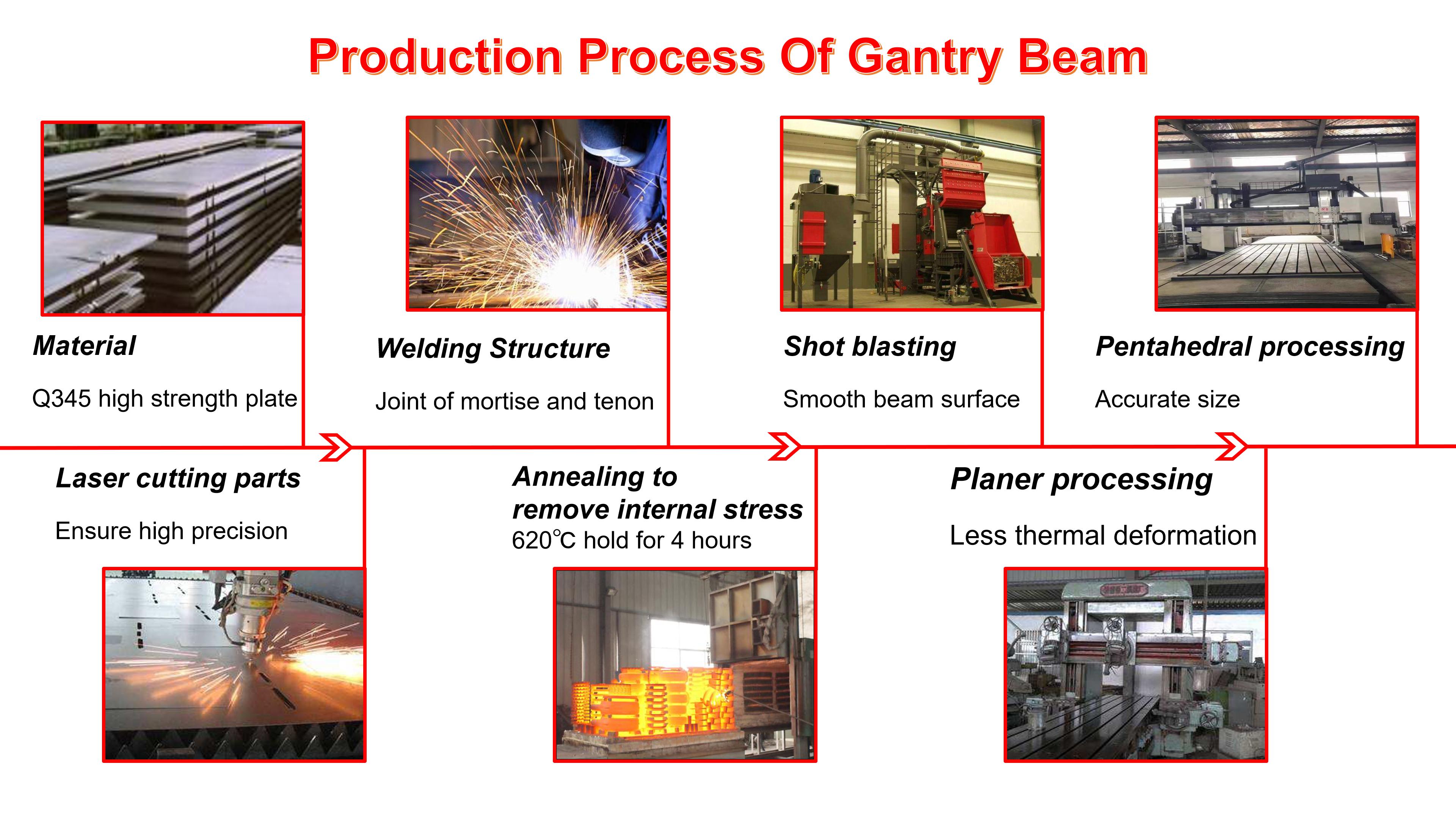
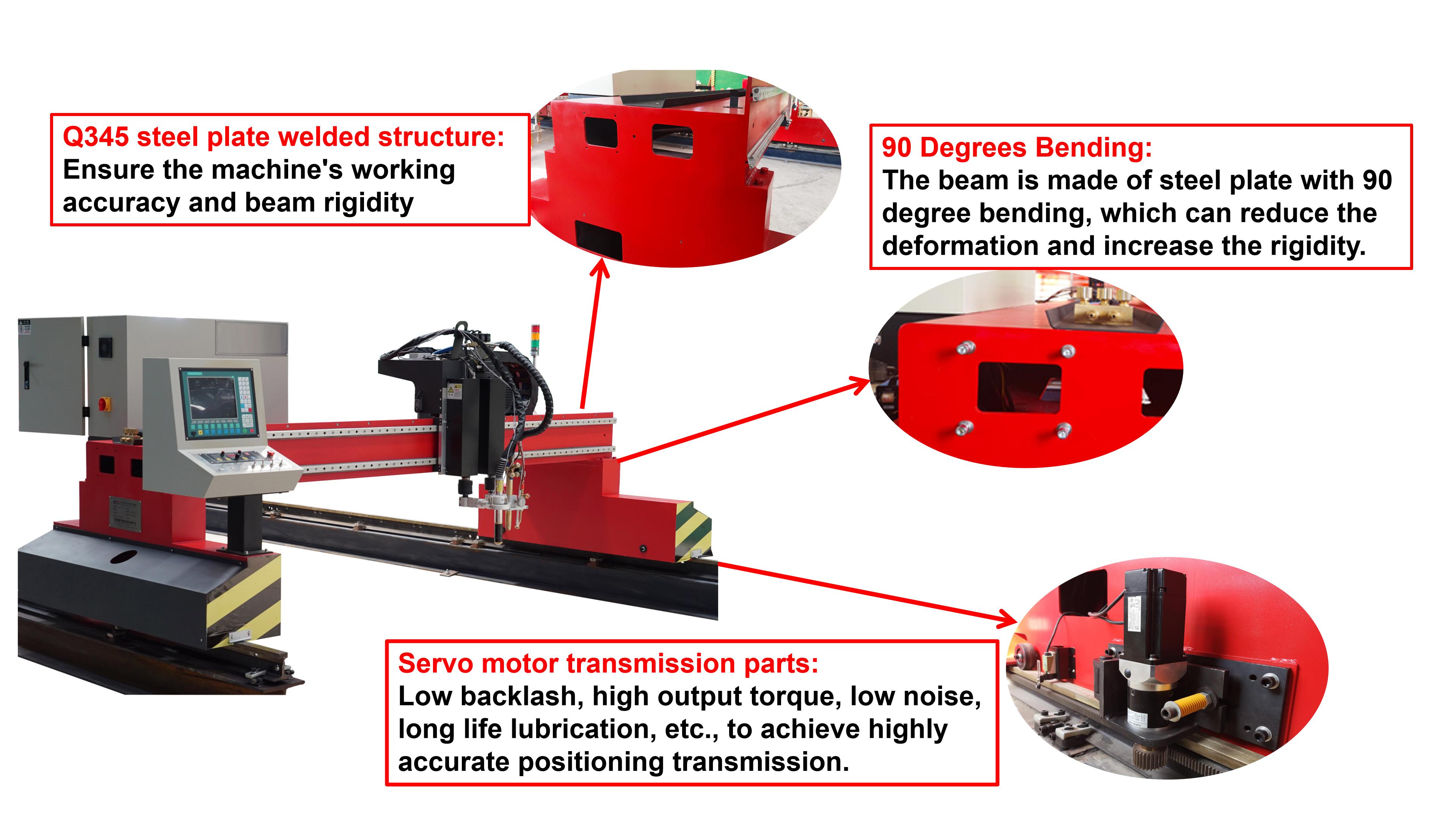
整机采用钢板焊接结构。梁通过激光切割切割,然后焊接在一起。梁的上下两侧用钢板弯成90度,可以减少变形,增加刚度。
梁挂板采用20mm钢板焊接而成,整体表面采用龙门刨加工,减少整体表面变形,提高精度。
整机焊接后,首先进行应力时效后的时效处理,然后进行表面除锈处理。涂完底漆后,对表面进行涂漆。
技术参数
模型 | MS-4B (7012) | ||
机器结构 | 激光切割、钢板焊接结构热处理 | ||
有效切割范围(X/Y) | 6000×10000毫米 | ||
横轨间距 | 7000毫米 | ||
纵向引导长度 | 12000毫米 | ||
电梯数量 | 双动升降装置标准 | ||
输入电压 | AV-220V 单相 AV-220V | ||
输入功率 | 约3000W | ||
运行速度 | 0-10000毫米/分钟 | ||
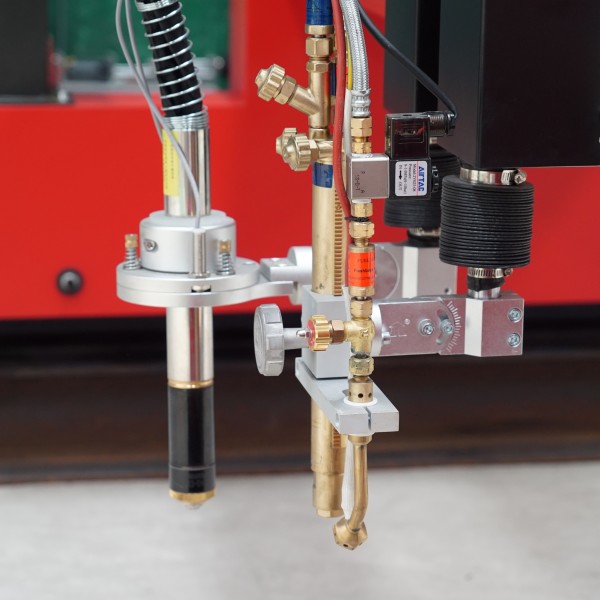
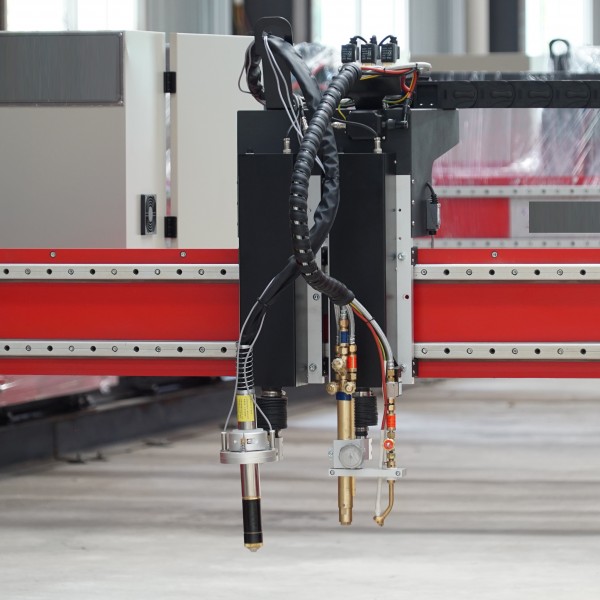
切割类型 | 1、等离子切割(用等离子电源) 2、火焰切割 3、火焰+等离子切割 | ||
火炬升降机 | ≤160mm | ||
操作精度 | 0.2毫米/米 | ||
火焰切割厚度 | 穿孔厚度:5-60mm 切边厚度:5-200mm | ||
等离子切割厚度 | 根据等离子电源大小 | ||
火焰自动点火装置 | 具有火焰自动点火装置功能 | ||
https://www.youtube.com/embed/iMvJS8J_GtU