专注于自动化焊割设备制造

浏览数量: 0 作者: 本站编辑 发布时间: 2024-05-03 来源: 本站
表现:
立即保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
表现:
短时间内,防护镜就被损坏、烧毁,防护镜的发光面有一点破损,呈现出黑色或白色的黑点。
原因分析:
由于工艺/手法/设置等影响,造成反底层导致损坏,极普遍为激光器出光异常
原因分析:
由于工艺/技术/设置的影响,翻渣导致损坏,极少数情况是激光发光异常。
解决方案
①流量增大气压,通常情况下不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时优先焊接枪与板材45°焊接,不要垂直
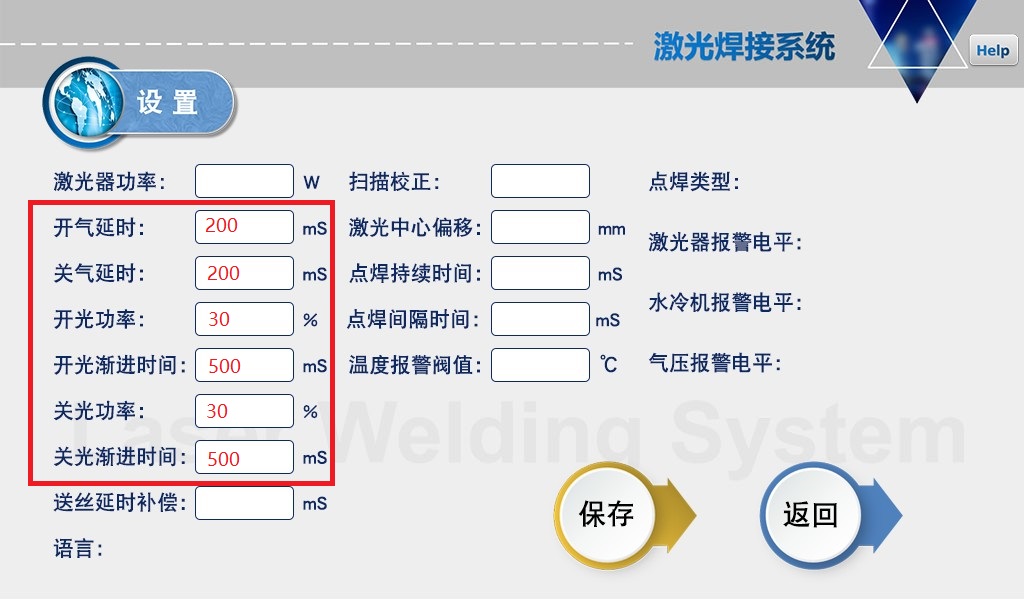
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设置0
解决方案
①适当提高气压。一般情况下,流量不小于15,压力不小于4。建议使用不小于2公斤的氧气压力表。
②焊接时尽量将焊枪与板材成45°焊接,不要垂直。
③ 设置参数尽量慢,比如开/关气延时200-500ms,开/关灯功率20%,开/关灯渐变时间200-300ms,如图,不能设置为0。
④在焊接铝材和密度板时,这种材质会比其他材质更容易损坏镜片,应采用最小功率焊接。
⑤防护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的磨损会提高,这是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽管来减少飞溅(需额外采购)
④ 焊接铝和镀锌板时,这种材料比其他材料更容易损坏镜片,应使用最小功率焊接。
⑤防护眼镜的质量也决定了其耐用性。建议使用原装镜头。
⑥ 高倍率下,镜头损耗较低倍率增加,且不可控。
⑦ 当以上无法处理时,可更换F200聚焦镜并加装长宽校准管,以减少飞溅(需另外购买)。



