焊接头的切割设置
一.铜嘴
使用切割铜嘴(建议铜嘴1.5以上)
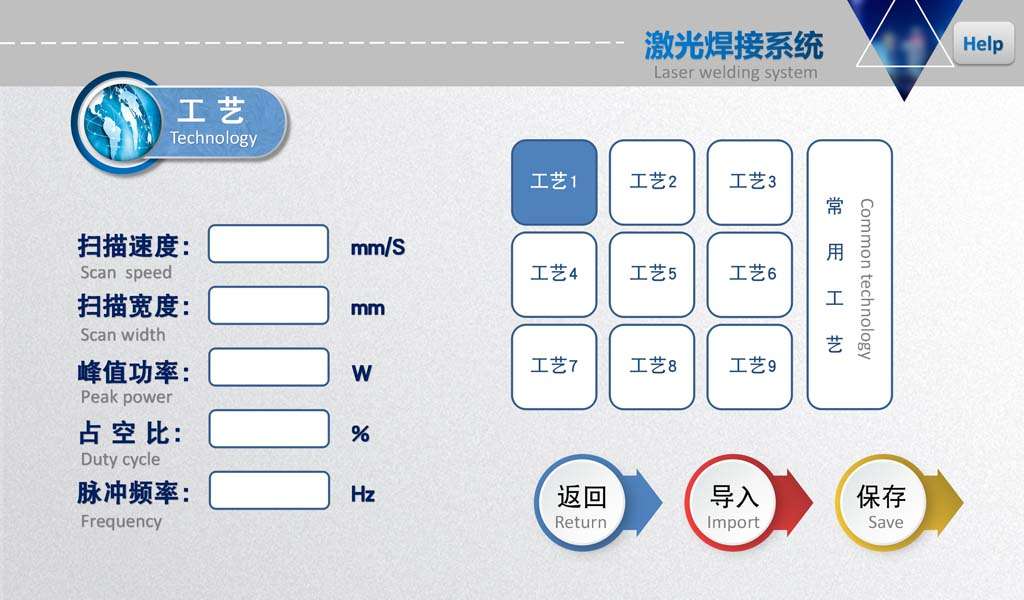
二.工艺
与焊接不同的是,切割光斑是没有宽度的,因此扫描宽度务必设置为0,即红光为一个点
其他参数(峰值功率:参考值)(占空比:参考值100%)(脉冲频率:参考1000%)同焊接一致
设置参数后,导入并返回,即可在首页的左侧看到此工艺
焦点建议使用负焦
三:信号的检测
只有【激光器扳机信号】和【安全地锁信号】有效时,才会出光(激光器状态正常),同时首页未出现任何报警
关于首页的报警,多数是(设置)里面的报警电平设置错误,请更改对应的报警电平
视频下载地址(复制到浏览器):http://gofile.me/6OEn8/RYqt3vO48
四.红光中心点
务必保证红光完全从铜嘴中心出来,否则可能烧毁铜嘴
一般使用硬件调整,即调整尾部电机
五.切割工件
焦点的要求:负焦相对效果挂渣少
阀门的要求(使用氧气或氩气减压阀)
气体的要求:如果对切割面有要求,建议使用氮气或氩气等保护性气体(大于6公斤),相对切割面发白。
如果要求切割厚度,使用氧气或空气切割,相对切割面发黑
切割时手速保持均匀